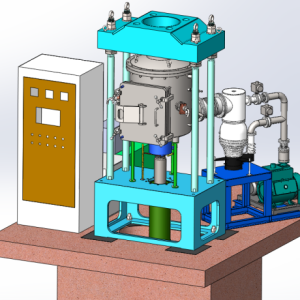
The debinding furnace (dewaxing furnace) uses heating to remove the binder (forming agent) in the cemented carbide expressed blank. First, let us learn about the types of the forming agent.
Forming agent type
One type is a molding agent represented by synthetic rubber (including modified rubber)
It is characterized by good formability, high compaction strength, and can be pressed into products with complex shapes and large volumes. The disadvantage is that when the rubber is sintered and removed, it will leave more free carbon to the sintered body due to thermal cracking. And the content is unstable. This brings considerable difficulties to the precise carbon control of the alloy.

Another type of molding agent represented by paraffin
Due to its high cracking temperature, it will be removed in the form of gasification when heated without cracking in the briquette. Therefore, there is almost no carbon residue, which is very important for the production of high-quality cemented carbide products. In addition, compared with rubber, paraffin wax does not “age”, has almost no ash content. And does not bring impurities into the cemented carbide. The disadvantages of paraffin wax are low viscosity, poor formability, and low compaction strength.
The third type of forming agent is the water-soluble polymer PEG (polyethylene glycol)
With hydrogen bond polarity, the lower the molecular weight, the stronger the polarity, and it has better compatibility with many substances. The viscosity of PEG is between rubber and paraffin, which is related to its molecular weight. Similar to rubber, PEG will also be thermally cracked to leave a certain amount of free carbon during thermal removal. In addition, PEG has strong hygroscopicity, the powder after moisture absorption becomes hard, and the pressing pressure increases. This is more difficult for the forming of complex products, and the existence of moisture also brings difficulties to the precise carbon control of the alloy.

In general, paraffin still has great advantages in the preparation of high-performance cemented carbide. It is also a molding agent commonly used at home and abroad.
The main function of forming agent
Cemented carbide is composed of insoluble carbides with high compressive strength, hardness, and modulus of elasticity. Its powder is more difficult to deform plastically during pressing. To improve the powder formability, increase the mixture’s plasticity, cohesiveness, and lubricity. Prevent the oxidation of the mixture and facilitate granulation. It adds the forming agents to the powder material prior to shaping.
Why Remove Molding Agents by debinding furnace (dewaxing furnace)
As an intermediate excipient, it must completely remove the former during the degumming stage, as any residues would be a quality hazard for the product. The production of high-quality cemented carbide products must strictly control the total carbon in the alloy. If the total carbon content in cemented carbide is too high, it will easily produce graphite phase in cemented carbide. If the total carbon content is low, it will easily produce brittle η phase. Therefore, only when the total carbon content in cemented carbide is stably controlled in the two-phase region, can cemented carbide products with stable quality be obtained. Although there are many factors that affect the total carbon content of cemented carbide products, in the case of stable quality of tungsten carbide raw materials, the influence of the application of forming agents on the total carbon of the product is a very important aspect.
Therefore, the performance of the molding agent is a key factor that directly affects the performance of the blank and the final sintered product. So it needs to be removed by a debinding furnace (dewaxing furnace).